

How much do you know about rigid clear PVC injection molding
欄目:Industry News 發(fā)布時間:2021-06-03 15:19
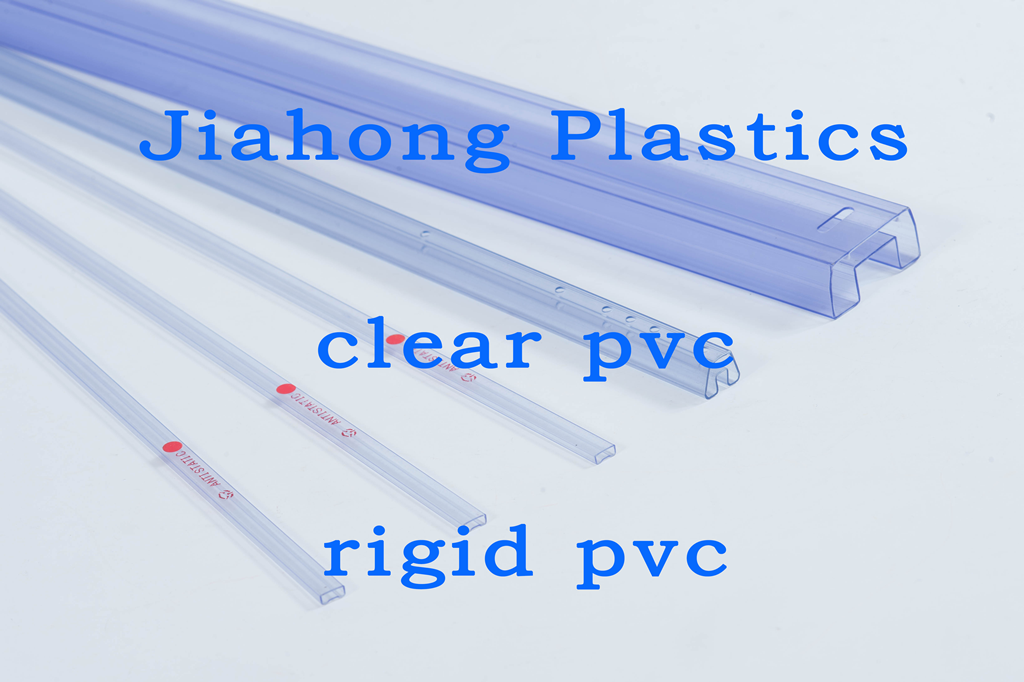
Rigid clear PVC pellets are inherently anti-inflammatory due to their low price, strong and strong, good chemical resistance, and shrinkage rate of 0.2-0.6%. The products are used in electrical appliances,...

Rigid clear PVC pellets are inherently anti-inflammatory due to their low price, strong and strong, good chemical resistance, and shrinkage rate of 0.2-0.6%. The products are used in electrical appliances, machinery, construction, daily necessities, toys, and packaging. The application is becoming more and more extensive. Aiming at the characteristics of rigid clear PVC materials, the injection molding process of the product is analyzed as follows:
1. The characteristics of rigid clear PVC pellets
Rigid clear PVC has poor thermal stability, molding temperature is close to decomposition temperature, poor fluidity, and appearance is prone to form defects. Rigid clear PVC material has poor heat resistance and is most likely to scorch, generate acid gas and corrode molds. Plasticizers can be added during processing to increase its fluidity. Generally, additives must be added. Its strength, electrical insulation, and chemical resistance are good.
2. Mold and gate design
In order to shorten the injection molding cycle, the shorter the injection port, the better, the cross-section should be circular, the minimum diameter of the nozzle opening is 6 mm, it is a circular cone, and the inner angle is 5 degrees. It is best to add a cold material well and cold material. The well can prevent poorly melted semi-solid materials from entering the mold cavity, and these materials will affect the surface modification and the strength of the product.
The draft angle should be between 0.50 and 10 to ensure that there is enough venting equipment in the cavity. The commonly used vent size is 0.03-0.05mm deep and 6mm wide, or the perimeter clearance of each thimble is 0.03-0.05 mm. The mold should be made of stainless steel or plated with hard chrome.
3. Hard clear PVC molding process
Rigid clear PVC is a heat-sensitive plastic. Overheating or excessive shearing will cause decomposition and spread rapidly, because one of the decomposition products (such as acid or HCI) will have a catalytic effect, causing the process to further decompose, and the acid will attack the metal. Turning it into a dent will also peel off the protective layer of the metal, causing rust, which is even more harmful to the human body.
The common screw length-to-diameter ratio is 18-24:1, the three-stage ratio is 3:5:2, and the compression ratio is 1.8-2. The depth of the screw groove in the feed section is recommended as follows:
Screw diameter (mm) 35 50 60 75 100
Screw groove depth (mm) 2 3 4 5 6
The tip of the screw should have an internal angle of 25-30 degrees. When the screw is in place, the distance between the tip and the nozzle should be 0.7-1.8mm. The screw must be made of stainless steel or chrome-plated.
1) Screw gasket: The screw gasket is between 2mm and 3mm. Large opportunities are greater.
2) Injection volume: The actual retention time of the cylinder should not exceed 3 minutes.
3) barrel temperature setting:
The temperature provided can only be used as a reference. Make appropriate adjustments according to the actual conditions of the machine and raw materials. It may also exceed the recommended range.
Position Mold Nozzle Front section Middle feed section
Temperature (0C) 30-60 170-190 160-180 150-170 140-160 The injection volume used is 20-85% of the theoretical injection volume of the machine. The smaller the injection volume actually used, the longer the residence time of the material. The greater the risk of degradation after heating.
4) Detention time of the barrel:
Under the temperature control of 2000C (compound), the residence time of the barrel can exceed 5 minutes at most
5) Injection speed:
The injection speed should be slow, otherwise excessive shearing will degrade the material. When using U rigid clear PVC to produce extremely smooth thick-walled products, multi-level injection speeds should be used. If there are light brown stripes radiating from the gate, it means The injection speed is too fast.
6) Back pressure: The commonly used surface value is 5 bar. Increasing the back pressure is beneficial to color mixing and exhaust, but the back pressure should be as low as possible.
7) Shutdown: Due to the low overheating stability of rigid clear PVC, the shutdown part is very important. Clean the barrel without leaving any rigid clear PVC. Others can be used with high overheating stability and are not resistant to rigid clear PVC thermoplastics (such as PMMA, PP, LDPE, or GPPS) should not be mixed with POMT U rigid clear PVC in the same barrel, otherwise it will cause excessive chemical reaction and cause serious damage to the machine.
8) Mixing ratio: The maximum mixing ratio of the nozzle material is 20%, otherwise it will affect the product quality.
9) Typical products: The main purpose of rigid clear PVC is to make drainage pipes, or the shells of computers and televisions, water filter tanks, photocopier shells, electric meters and gas shells, clear covers of printing machines, general styles and various Kind of electronic parts and so on.
 Scan our WeChat official account
|